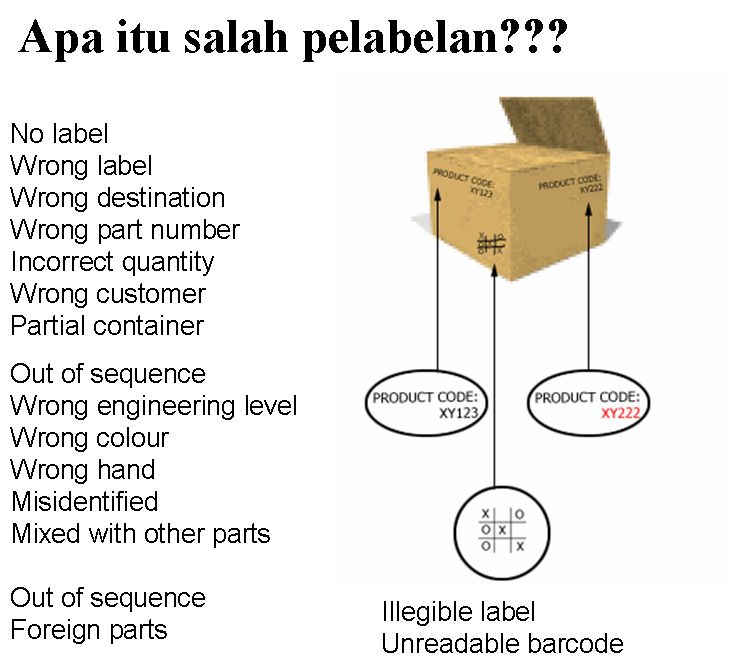
Root Cause pada Mis-labelling:
ü Produk tanpa label
ü Label tanpa produk
ü Kesalahan yang terjadi dalam aktivitas proses change-over
ü Ketergantungan pada label (label harus ada disetiap produk)
ü Implementasi POKA-YOKE yang belum sempurna
ü Kelemahan pada dokumentasi, pelatihan dan komunikasi
ü Kedisiplinan dalam Pelaksanaan 6S (Organizing workplace)
Produk tanpa Label:
ü Pada bagian kemasan: WIP, FG
ü Tidak dilabel atau label yang rusak pada FG
ü Tidak adanya identifikasi yang jelas pada status produk
ü Re-work atau re-packing
Label tanpa Produk:
ü Label lama (obsolete/expired) pada container pakai ulang
ü Printing ulang karena label hilang
ü Label tidak sesuai dengan standard baru
ü Qualitas label yang buruk (mudah lepas, cacat,…)
Kesalahan pelabelan karena proses Chage-over:
ü Tidak adanya dokumentasi pada Change Over
ü Label tidak dimasukan dalam proses Change over
ü Sebagian materials tidak dimasukan dalam daftar
ü Change over yang tidak terencana dengan baik
System yang tergantung pada kinerja pelabelan yaitu Label yang terpisah dari alat kerja (instruments atau alat lainnya) sehingga menimbulkan kebinggungan dan kesalahan proses
Implementasi POKA-YOKE yang perlu disempurnakan:
ü Tidak adanya error proofing yang terpasang pada mesin produksi
ü Tidak adanya pemisahan area ‘Good + Quarantines + Reject’ dan identifikasi pelabelannya
ü Tidak adanya mekanisme error proving yang mencegah produk hingga sampai ke tanggan konsumen
Quality System yang masih perlu disempurnakan pada Dokumentasi, Pelatihan dan komunikasi yang efektif:
ü Tidak adanya analisa mendetail terhadap suatu masalah
ü Tidak adanya training tentang visual management & system pelabelan
ü Work Instruction yang susah dimengerti dan tidak mudah ditemukan operator
ü Aktivitas pelabelan tidak dimasukan dalam analisa resiko ‘PFMEA’
ü Tidak adanya item kesalahan pelabelan dalam system audit
Perlunya meningkatkan kinerja implementasi managing working place (6S):
ü Tidak adanya aktivitas pemilahan (Perlu & tidak perlu)
ü Barang-barang tidak tertata sesuai tempat dan peruntukannya
ü Tidak adanya penandaan atau demarkasi alat dan aktivitas kerja
ü Tidak adanya pelabelan mesin dan alat yang mudah untuk diingat dan ditemukan
ü Lay-out yang tidak tetata dengan bersih dan rapih
ü Inventory ada dimana-mana tanpa identifikasi yang jelas dan mudah dimengerti
Tahapan menuju penerapan POKA YOKE:
-
Manual, Standard Procedure, Work Instruction adalah ada di tempat kerja, jelas dimengerti dan patuh disiplin dalam pelaksanaan
-
Tahu tempat dimana potensi terjadinya kesalahan ‘Error dan Waste Mapping’
-
Tahu dimana kegiatan adjustment dilakukan, sebab ini adalah potensi besar terjadinya error
-
Mudah menemukan alat kerja yang dibutuhkan
-
Adanya data statistic yang mudah diakses dan lengkap sejarah catatannya
-
Pengukuran didasarkan atas keperluan terhadap pemenuhan kebutuhan parameter specifikasi pelanggan
-
Setiap pekerja memiliki catatan pelatihan dan evaluasi tingkat ketrampilannya
-
Tahu benar aktivitas product mix pada schedule, process dan map change-overnya
-
Dapat membaca trend keluhan pelanggan
-
Adanya peta dimana kesalahan dan defect itu terjadi berulang
-
Dimana dan pada proses apa faktor external mempengaruhi variasi mutu produk
7 Langkah menerapkan POKA YOKE:
-
Quality Process, Design yang sempurna dengan selalu mempertimbangkan kemampuan proses, mesin dan manusia sehingga zero defect dapat dicapai
-
Memberdayakan sumber daya manusia yang ada dengan peningkatan pengertian terhadap mutu/proses kerja, pelatihan yang terus menerus untuk meningkatkan kemampuan teknis dan penerapan Competencies Based Matrix
-
Menghilangkan kerusakan dan pemborosan dengan menerapkan ’Peta Masalah, Peta Penyebab dan Tindakan Preventif”
-
Menghilangkan penyebab dengan selalu bertindak berdasar prinsip 5W + 1H
-
Selalu menjamin memulai dengan benar pada setiap aktivitas ”Do it Right First Time”
-
Bukan merencanaan dan mencari alasan terhadap masalah, tetapi menggunakan waktu yang ada untuk mencari penyebab dan bertindak menghilangkan penyebab
-
Selalu berorientasi bagi perbaikan berkelanjutan (Continues Improvement)