
Statistik adalah seni pengambilan keputusan tentang suatu proses atau populasi berdasarkan suatu analisis informasi yang terkandung didalam suatu sampel dari populasi itu. Metode statistik memainkan peranan penting dalam jaminan kualitas. Metode statistik itu memberikan cara – cara pokok dalam pengambilan sampel produk, pengujian serta evaluasinya dan informasi didalam data itu digunakan untuk mengendalikan dan meningkatkan proses pembuatan. Lagipula statistik adalah bahasa yang digunakan oleh insinyur pengembangan, pembuatan, pengusahaan, manajemen, dan komponen – komponen fungsional bisnis yang lain untuk berkomunikasi tentang kualitas.(Montgomery, 1993)
Untuk menjamin proses produksi dalam kondisi baik dan stabil atau produk yang dihasilkan selalu dalam daerah standar, perlu dilakukan pemeriksaan terhadap titik origin dan hal–hal yang berhubungan, dalam rangka menjaga dan memperbaiki kualitas produk sesuai dengan harapan. Hal ini disebutStatistical Process Control (SPC).
Dalam pengendalian proses statistik dikenal adanya “seven tools”.Seven tools dari pengendalian proses statistik ini adalah metode grafik paling sederhana untuk menyelesaikan masalah. Seven tools tersebut adalah:
-
Lembar pengamatan (check sheet)
-
Stratifikasi (run chart)
-
Histogram
-
Grafik kendali (control chart)
-
Diagram pareto
-
Diagram sebab akibat (cause and effect diagram)
-
Diagram sebar (scatter diagram)
Lembar Pengamatan (Check Sheet): Lembar pengamatan adalah lembar yang digunakan untuk mencatat data produk termasuk juga waktu pengamatan, permasalahan yang dicari dan jumlah cacat pada setiap permasalahan.
Stratifikasi (Run Chart): Stratifikasi adalah suatu upaya untuk mengurai atau mengklasifikasi persoalan menjadi kelompok atau golongan sejenis yang lebih kecil atau menjadi unsur-unsur tunggal dari persoalan.
Histogram: Histogram adalah diagram batang yang menunjukkan tabulasi dari data yang diatur berdasarkan ukurannya. Tabulasi data ini umumnya dikenal sebagai distribusi frekuensi. Histogram menunjukkan karakteristik-karakteristik dari data yang dibagi-bagi menjadi kelas-kelas. Pada histogram frekuensi, sumbu x menunjukkan nilai pengamatan dari tiap kelas. Histogram dapat berbentuk “normal” atau berbentuk seperti lonceng yang menunjukkan bahwa banyak data yang terdapat pada nilai rata-ratanya. Bentuk histogram yang miring atau tidak simetris menunjukkan bahwa banyak data yang tidak berada pada nilai rata-ratanya tetapi kebanyakan datanya berada pada batas atas atau bawah. Fungsi dari histogram adalah sebagai berikut:
-
Menentukan apakah suatu produk dapat diterima atau tidak.
-
Menentukan apakah proses produk sudah sesuai atau belum.
-
Menentukan apakah diperlukan langkah-langkah perbaikan.
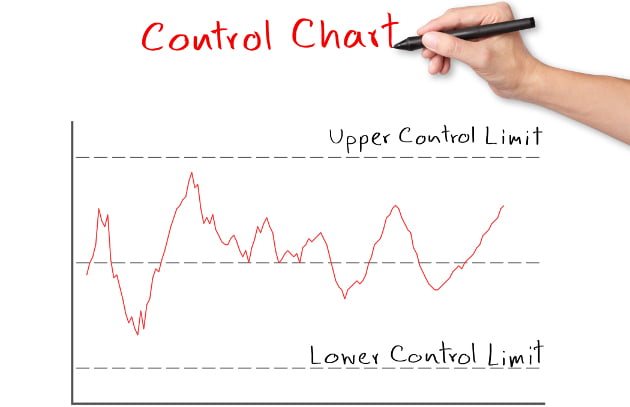
Grafik Kendali (Control Chart): Grafik pengendali adalah suatu alat yang secara grafis digunakan untuk memonitor apakah suatu aktivitas dapat diterima sebagai proses yang terkendali. Grafik pengendali terkadang disebut dengan Shewhart control charts karena grafik ini pertama kali dibuat oleh Walter A. Shewhart. Nilai dari karekterisik kualitas yang dimonitor, digambarkan sepanjang sumbu y, sedangkan sumbu x menggambarkan sampel atau subgroup dari karakteristik kualitas tersebut. Sebagai contoh karakteristik kualitas adalah panjang rata-rata, diameter rata-rata, dan waktu pelayanan rata-rata. Semua karakteristik tersebut dinamakan variabel dimana nilai numeriknya dapat diketahui. Sedangkan atribut adalah karakteristik kualitas yang ditunjukkan dengan jumlah produk cacat, jumlah ketidaksesuaian dalam satu unit, serta jumlah cacat per unit. Terdapat tiga garis pada grafik pengendali. Center line atau garis tengah adalah garis yang menunjukkan nilai rata-rata dari karakteristik kualitas yang diplot pada grafik. Upper limit control atau batas pengendali atas dan lower limit control atau batas pengendali bawah digunakan untuk membuat keputusan mengenai proses. Jika terdapat data yang berada di luar batas pengendali atas dan batas pengendali bawah serta pada pola data tidak acak atau random maka dapat diambil kesimpulan bahwa data berada di luar kendali statistik.
Diagram Pareto: Diagram pareto pertama kali diperkenalkan oleh Alfredo Pareto dan digunakan pertama kali oleh Joseph Juran. Fungsi diagram pareto adalah untuk mengidentifikasi atau menyeleksi masalah utama untuk peningkatan kualitas. Diagram ini menunjukkan seberapa besar frekuensi berbagai macam tipe permasalahan yang terjadi dengan daftar masalah pada sumbu x dan jumlah/frekuensi kejadian pada sumbu y. Kategori masalah diidentifikasikan sebagai masalah utama dan masalah yang tidak penting. Prinsip Pareto adalah 80 % masalah (ketidaksesuaian atau cacat) disebabkan oleh 20 % penyebab. Prinsip Pareto ini sangat penting karena prinsip ini mengidentifikasi kontribusi terbesar dari variasi proses yang menyebabkan performansi yang jelek seperti cacat. Pada akhirnya, diagram pareto membantu pihak manajemen untuk secara cepat menemukan permasalahan yang kritis dan membutuhkan perhatian secepatnya sehingga dapat segera diambil kebijakan untuk mengatasinya.
Diagram Sebab Akibat (Cause and Effect Diagram): Diagram sebab akibat juga disebut Ishikawa Diagram karena diagram ini diperkenalkan oleh Dr. Kaoru Ishikawa pada tahun 1943. Diagram ini terdiri dari sebuah panah horizontal yang panjang dengan deskripsi masalah. Penyebab-penyebab masalah digambarkan dengan garis radial dari garis panah yang menunjukan masalah. Kegunaan dari diagram sebab akibat adalah:
-
Menganalisis sebab dan akibat suatu masalah.
-
Menentukan penyebab permasalahan.
-
Menyediakan tampilan yang jelas untuk mengetahui sumber-sumber variasi.
Diagram Sebar (Scatter Diagram): Scatter diagram adalah grafik yang menampilkan hubungan antara dua variabel apakah hubungan antara dua variabel tersebut kuat atau tidak yaitu antara faktor proses yang mempengaruhi proses dengan kualitas produk. Pada sumbu x terdapat nilai dari variabel independen, sedangkan pada sumbu y menunjukkan nilai dari variabel dependen.
Sumber: //qualityengineering.wordpress.com/2008/06/29/stastitical-process-control-spc/
IPQI Learning Center mengadakan
Training Statistical Process Control
pada tanggal 11 – 12 April 2018
(Fix Running)
berlokasi di
AMG Tower Lt. 17
Jl. Dukuh Menanggal No. 1 A
Gayungan – Surabaya
Segera Daftarkan diri anda ke Contact Person Kami
Iqbal | cs.sby@proxsisgroup.com | 08111798353