 Tujuan utama dari peningkatan kualitas tidak hanya untuk menyediakan kualitas produk yang baik tetapi juga meningkatkan produktivitas dan kepuasan konsumen. Pada dasarnya, peningkatan produktivitas dan kepuasan konsumen harus beriringan agar memberikan perusahaan biaya yang murah dalam peningkatan kualitas tersebut. SPC adalah teknik yang memampukan pengendali kualitas untuk memonitor, menganalisis, memprediksikan, mengontrol, dan meningkatkan proses produksi melalui control charts. Control charts merupakan alat dalam menganalisis variasi dari proses produksi. Biasanya plot control charts terdiri dari garis-garis yang menunjukkan Under Control Limit (UCL), Center Line (CL), Lower Control Limit (LCL), serta mean sampel.
Tujuan utama dari peningkatan kualitas tidak hanya untuk menyediakan kualitas produk yang baik tetapi juga meningkatkan produktivitas dan kepuasan konsumen. Pada dasarnya, peningkatan produktivitas dan kepuasan konsumen harus beriringan agar memberikan perusahaan biaya yang murah dalam peningkatan kualitas tersebut. SPC adalah teknik yang memampukan pengendali kualitas untuk memonitor, menganalisis, memprediksikan, mengontrol, dan meningkatkan proses produksi melalui control charts. Control charts merupakan alat dalam menganalisis variasi dari proses produksi. Biasanya plot control charts terdiri dari garis-garis yang menunjukkan Under Control Limit (UCL), Center Line (CL), Lower Control Limit (LCL), serta mean sampel.

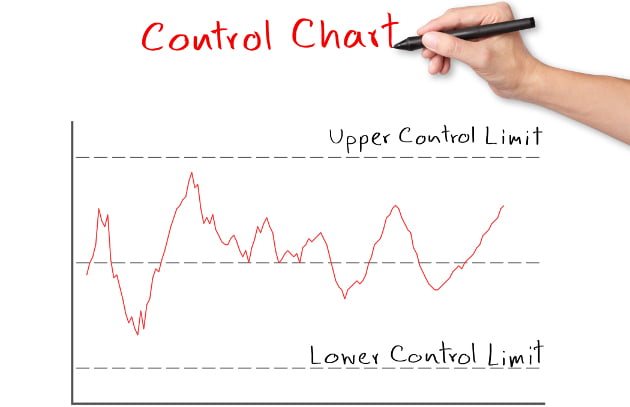
Gambar 1. Control chart
Control limit/garis kontrol adalah garis batas yang menggambarkan kemampuan berdasarkan pengalaman dan kemampuan teknik. Limit spesifikasi adalah batas-batas spesifikasi yang ditentukan oleh konsumen (dalam/luar) atau target yang harus dipernuhi. Walaupun proses menunjukkan keadaan terkontrol (di dalam garis kontrol) harus diperhatikan juga apakah proses sesuai dengan limit spesifikasi. Manfaat digunakannya garis control dalam SPC adalah untuk mengidentifikasi gejala penyimpangan suatu proses.

Garis kontrol dalam control chart merupakan alat yang efektif untuk mendeteksi penyebab khusus dari suatu variasi. Jika terdapat poin-poin yang berada di luar garis control, maka akan diindikasikan bahwa proses berada di luar control dan tindakan koreksi harus dilakukan.

Gambar 2. Contoh control chart yang out of control
Control charts variabel
Monitor control charts tidak hanya dilihat dari mean sampel tetapi juga variabiltas dari karakteristik sampel (parameter). Ketika parameter tersebut diukur sebagai data variable (panjang, tinggi, diameter, dan lain-lain), chartMean ( ), Range (R), dan Standar Deviasi (S) biasa digunakan.
- Chart dan R
Charts-R digunakan untuk mengetahui bahwa proses stabil atau tidak. Chart dan R digunakan bersamaan untuk memonitor baik mean sampel maupun variasi di dalam sampel yang terdistribusi. Jika chart dan R menunjukkan semua observasi data berada di dalam garis kontrol dan variasinya menunjukkan plot yang random, maka dapat disimpulkan bahwa proses berjalan stabil dan dibawah kendali.
- Chart dan S
Chart S digunakan untuk menunjukkan jika di dalam proses terdapat level yang signifikan pada variabilitas proses. Variasi yang besar pada plot data mengindikasikan proses bersifat tidak stabil.
- Moving Range
Ketika data kontinyu individual (subgroup), chart moving range dapat digunakan untuk memonitor proses produksi.
Control charts tidak menunjukkan berapa banyak dari produk produksi yang berada dalam spesifikasi tetapi lebih pada bagaimana suatu proses produksi berjalan, berapa banyak variabilitas yang ditunjukkan, dan apakah proses produksi tersebut bersifat stabil. Jumlah perkiraan suatu produk defect di dalam proses produksi dapat diukur dengan suatu metode yang disebut Analisis Kapabilitas Proses (AKP).
Sumber: https://edhisambada.wordpress.com/